2. Особенности
(1) Полностью автоматическая двухсторонняя разработка процесса обработки композитных материалов
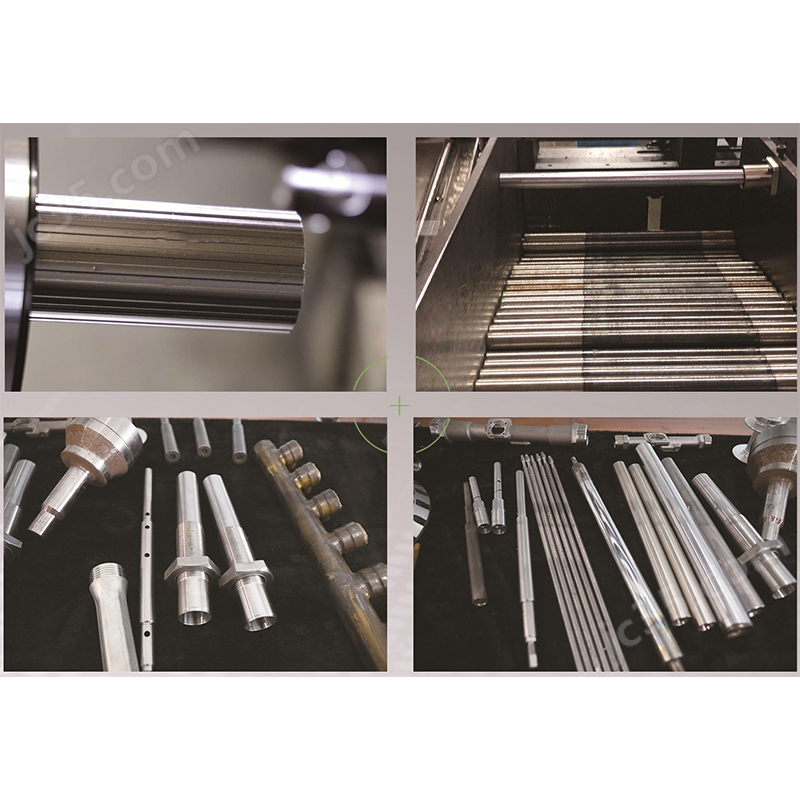
Применен автоматический механизм загрузки и разгрузки. Используя два набора групповых инструментов, станок обеспечивает автоматический одноразовый зажим для выполнения многостанционной обработки на обоих концах заготовки. Припуск на механическую обработку, который первоначально требовал нескольких отдельных операций, концентрируется в одной составной операции, что позволяет выполнять несколько процессов одновременно. Оба конца обрабатываются за одну установку, что позволяет избежать ошибок, вызванных повторным зажимом, обеспечивает точность обработки, сокращает время вспомогательной обработки и повышает эффективность в 4–6 раз.
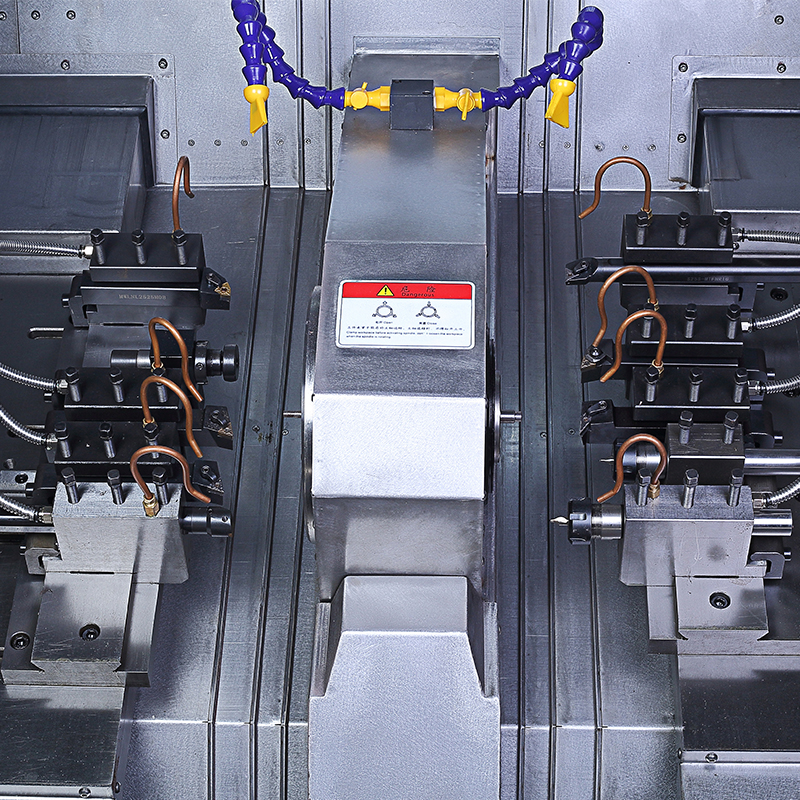
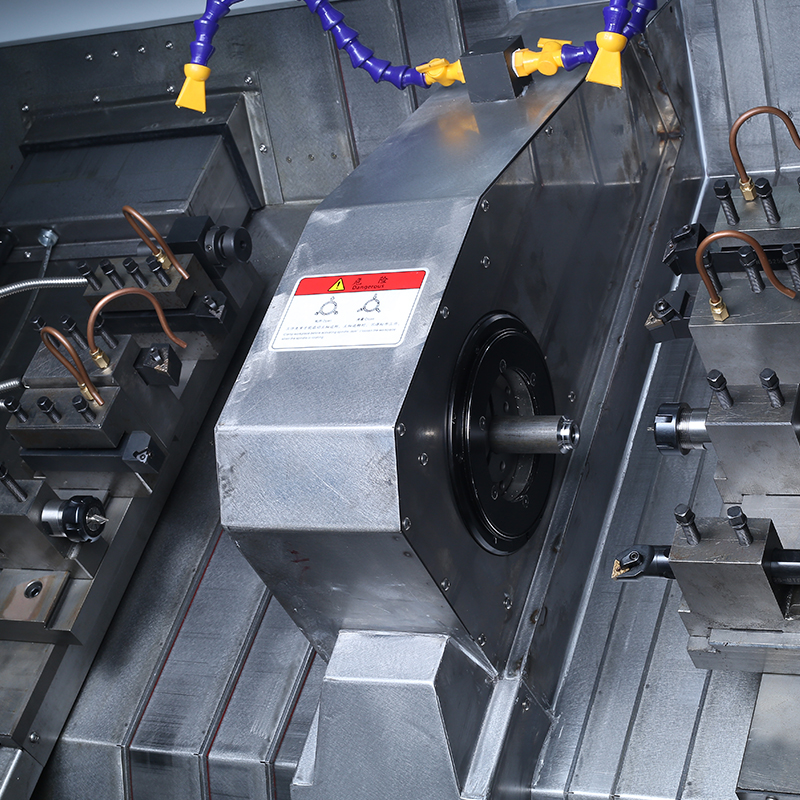
(2) Конструкция двухсекционного инструмента с поперечным перемещением на 45 градусов
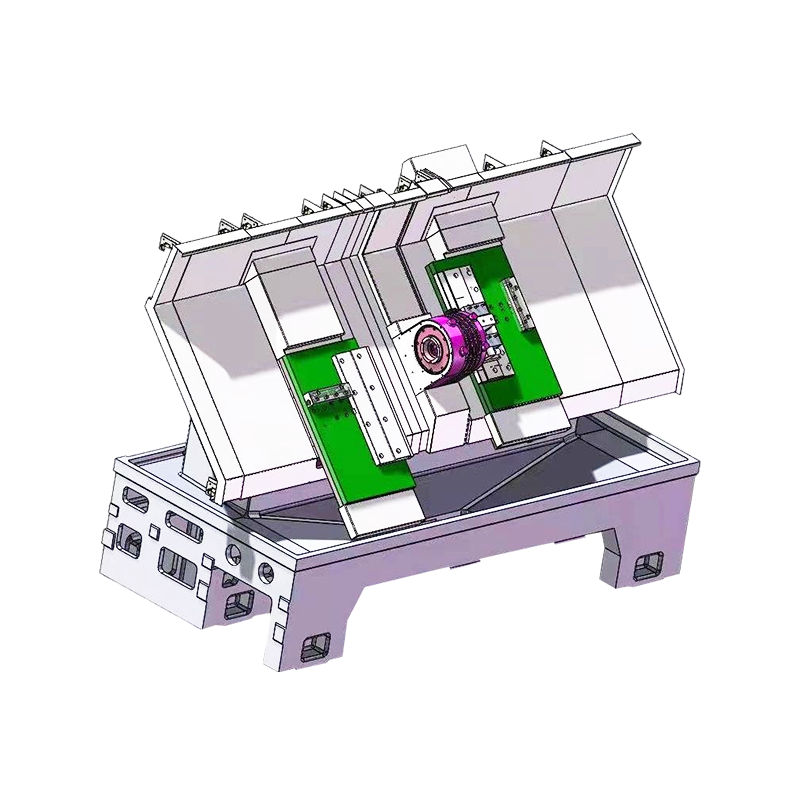
На станке используется радиальное расположение инструментов слева–справа на шпиндельной бабке, при этом держатели инструментов установлены под углом 45 градусов. Это обеспечивает возможность радиального перемещения между инструментами и заготовкой на большие расстояния. По сравнению с традиционной круглой осевой компоновкой инструмента револьверного типа наклонная компоновка под углом 45 градусов обеспечивает более высокую жесткость, более плавный отвод стружки и более простое обслуживание. Радиальное перемещение инструмента также решает проблемы планировки пространства для автоматической загрузки и разгрузки роботизированными манипуляторами.
(3) Проектирование функции автоматической загрузки и выгрузки
Система объединяет автоматический механизм загрузки, двухсторонний токарный станок и автоматический механизм разгрузки в непрерывную автоматизированную производственную линию. Загрузочный механизм передает детали вала фиксированной длины на шпиндель для позиционирования и зажима с последующей двухсторонней обработкой, а затем автоматической разгрузкой. Весь процесс не требует ручного вмешательства, что обеспечивает полностью автоматическую интеграцию загрузки, обработки и разгрузки. Это значительно повышает эффективность производства, снижает трудозатраты, отвечает современным требованиям к массовому производству и автоматизированной механической обработке.
(4) Проектирование интеллектуальной системы управления
Система объединяет систему загрузки, общую систему управления трансмиссией шпиндельного блока, два комплекта лево–правосимметричных систем привода и управления движением инструмента, а также систему управления разгрузкой. Управление на основе ПЛК применяется для замены части релейной логики и оптимизации электрической системы, обеспечивая интеллектуальное управление станком. Это повышает стабильность контакта, сокращает количество проводов, снижает требования к оператору и еще больше повышает эффективность производства.
 English
English 中文简体
中文简体 русский
русский