Особенности
(1) Проектирование технологии двухсторонней обработки композитных материалов
Благодаря использованию двух комплектов револьверных головок станок обеспечивает одноразовый зажим для выполнения многопозиционной обработки на обоих концах заготовки. Припуск на механическую обработку, который первоначально требовал нескольких отдельных операций, концентрируется в одной составной операции, что позволяет выполнять несколько процессов одновременно. Оба конца обрабатываются за одну установку, что позволяет избежать ошибок, вызванных повторным зажимом, обеспечивает точность обработки, сокращает время вспомогательной обработки и повышает эффективность в 2–4 раза.
(2) Конструкция шпиндельной бабки с двумя патронами для обоих концов
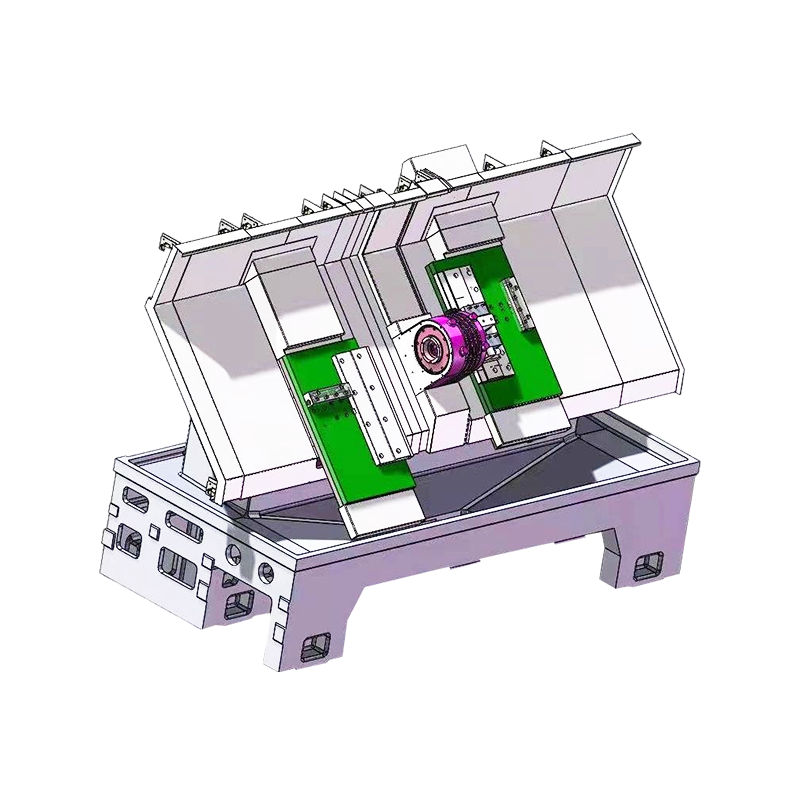
Шпиндельная бабка имеет симметричную двухпатронную зажимную конструкцию на обоих концах шпинделя, что заменяет традиционный односторонний асимметричный зажим деталей вала, который подвержен принудительной вибрации во время резки и может привести к неудовлетворительному качеству поверхности, точности размеров и точности позиционирования.
Кроме того, между двумя патронами шпиндельной бабки предусмотрен зазор, позволяющий зажимать детали вала со специальными по форме конструкциями в средней части, тем самым расширяя универсальность и область применения станка.
(3) Раздвижная двунаправленная конструкция шпинделя
Используется выдвижной двунаправленный шпиндель, имеющий узел втулки, две съемные удлинительные втулки, закрепленные на обоих концах узла втулки, и цанги, встроенные в удлинительные втулки для зажима заготовки. На узле втулки предусмотрен механизм управления для приведения в движение одной из удлинительных втулок в осевом направлении.
Благодаря этому механизму управления можно добиться осевого удлинения цанги, что позволяет изменять характеристики зажимной способности двунаправленного шпинделя путем замены только части компонентов. Это значительно снижает затраты на замену и техническое обслуживание шпинделя и эффективно расширяет область применения шпинделя.
(4) Проектирование интеллектуальной системы управления
Система объединяет общую систему управления трансмиссией шпиндельного блока и два комплекта лево–правосимметричных систем привода башни и управления движением. Управление на основе ПЛК применяется для замены части релейной логики и оптимизации электрической системы, обеспечивая интеллектуальное управление станком. Это повышает стабильность контактов, сокращает количество проводов и повышает эффективность производства.
 English
English 中文简体
中文简体 русский
русский